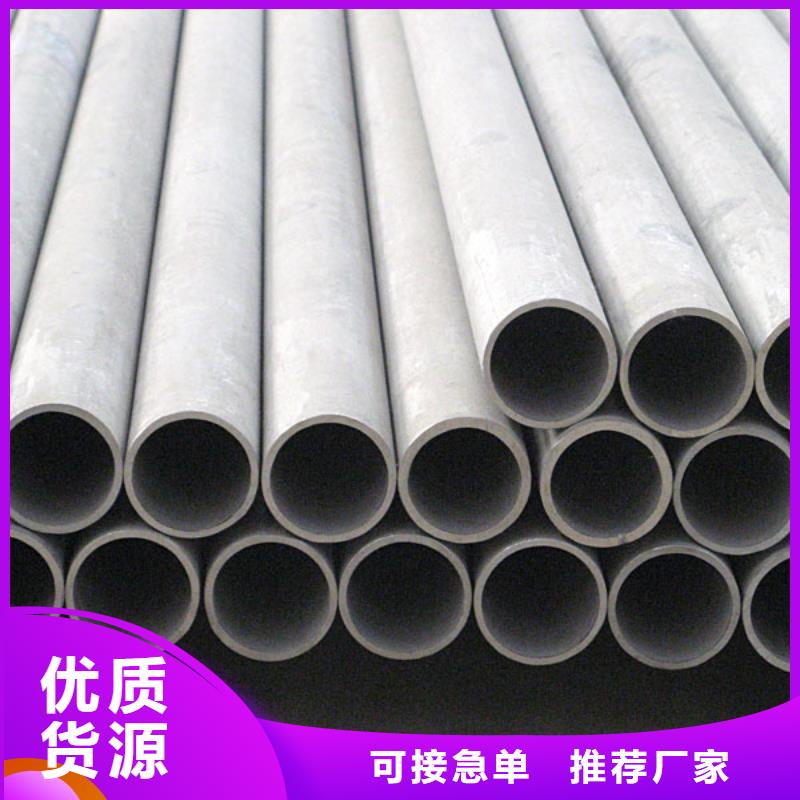
以下是:不锈钢管槽钢大量现货的产品参数
| 产品参数 |
|---|
| 产品价格 | 323 |
|---|
| 运费说明 | 电议 |
|---|
| 材质 | 201、304、316 |
|---|
| 规格 | 齐全 |
|---|
| 品牌 | 齐全 |
|---|
| 计量单位 | 吨 |
|---|
| 单价 | 电议 |
|---|
| 小起订量 | 一支 |
|---|
| 发货期限 | 一天 |
|---|
| 供货总量 | 5000 |
|---|
| 包装要求 | 根据客户要求 |
|---|
| 可定制 | 是 |
|---|
以下是:不锈钢管槽钢大量现货的图文视频
不锈钢管槽钢大量现货,国耀宏业钢铁(苏州市分公司)为您提供不锈钢管槽钢大量现货的资讯,联系人:刘国耀,电话:【18762195566】、【18762195566】,发货地:经济开发区国耀宏业钢铁。 江苏省,苏州市 苏州是中国经济活跃的城市之一。1994年由国务院批准设立的苏州工业园区被誉为“中国改革开放的重要窗口”。2023年,苏州4县市全部进入全国百强县前十,其中昆山连续18年居全国首位。
无论您是初次接触还是已经熟悉,我们的不锈钢管槽钢大量现货产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:不锈钢管槽钢大量现货的图文介绍


铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊焊接特点及焊接工艺铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺是结合手工钨极氩弧焊和焊条电弧焊的各自优点而制定的一套经焊接。
不锈钢管手工钨极氩弧焊双面打底焊接操作过程中,利用两支焊在焊缝形成一个共同的熔池,每个焊出的流分别对内、外两侧形成立体保护区,保证了焊接区域不受空气侵入,确保了焊缝焊透和双面同步焊缝成形。双面打底焊接过程中,一般内侧焊接操作人员为主焊者,负责控制焊接速度、添加焊丝;外侧焊接操作人员为辅助配合、不加焊丝,特殊情况下视焊缝成形情况酌情添加。
由于手工钨极氩弧焊双面打底是采用二支焊同时操作,在一点维持一个熔池,因而焊接工艺参数的选择非常重要,如双面同时采取与单面焊接工艺相同的焊接工艺参数,势必造成对母材大的热输入,极易引起母材过烧,易形成晶间腐蚀倾向,影响焊缝及热影响区的机械性能。
铬镍奥氏体(18-8)不锈钢管手工钨极氩弧焊双面打底、焊条电弧焊盖面工艺关键因素之一是焊接工艺参数选择。对于铬镍奥氏体(18-8)不锈钢管焊接过程中必须严格控制热输入,即控制焊接线能量。焊接线能量是焊接电流和电弧电压之积与焊接速度的比值,直观反映焊接过程中的热输入的大小。
手工钨极氩弧焊双面打底另一关键因素是内、外两侧操作人员同步配合。操作过程中,保持同步能共同维持一个熔池,形成高质量的焊缝。反之,必然形成两个部分重合或不重合的熔池,相互间不能形成良好的立体保护,造成焊缝金属的氧化,极易在焊缝内部形成气孔、未熔合等缺陷,达不到工艺目的。



彩色不锈钢产品不但保持了原色不锈钢的物理、化学、机械性能,而且比原色不锈钢具有更强的耐腐蚀性能。色彩纷呈、经久不变。而且彩色额不锈钢产品更加上档次。是做不锈钢制品的好选择。
从不锈钢装饰管厂家角度分析:为什么不锈钢管越来越受消费者的欢迎不锈钢装饰管的应用刚开始,不锈钢管制品出现在人们的视线范围大多包括以下这些产品:不锈钢防盗窗,楼梯扶手,不锈钢大门和护栏等。而这些都是我们日常所必需的。
但现在在一些公共场所如医院,商场,公园,游乐场这些地方,不锈钢管制品也是随处可见。不锈钢装饰管的优点不锈钢装饰管作为建筑装饰材料,既可用于室内,也可用于室外,既可作非承重的纯粹装饰、装修制品、也可作承重构件。
不锈钢装饰管和所有其它金属材料一样,具有独特的金属质感,丰富多变的色彩与图案及的造型。另外,不锈钢装饰管可以具有如同镜面的效果。将这种抛光不锈钢件用于建筑装饰中,因其镜面的反射作用,可取得与周围环境中的各种色彩、景物交相辉映的效果。
并且,由于抛光不锈钢饰件具有很强的反射光线的能力,在灯光的配合下,还可形成品莹明亮的亮光部分,从而有助于形成空间环境中的中心或注意点。不锈钢装饰管与铝合金相比1,不锈钢装饰材料与铝合金装饰材料一样,具有不易锈独的特点.因此.可较长时间地保持初始的装饰效果。


“以人为本、质量保障、品质服务、追求卓越”始终是公司立基建业的宗旨和目标。国耀宏业钢铁(苏州市分公司)本着“不断进取、与时俱进”的思想时时激励自己,用优异卓著的“诚信”【H型钢】产品积j i参与国内外的市场竞争。




多层焊时,每焊完一层要焊渣,层间温度应低于60℃与腐蚀介质的焊缝,为防止由于重复加热而降低耐腐蚀性,应焊接。焊后可采取强制冷却措施,加速接头冷却。焊接开始时,不要在焊件上随便引弧,以免损伤焊件表面,影响耐腐蚀性。
常用方法是采用手弧焊封底,并用纯铜板垫、 垫和焊剂垫等。(三)18-8奥氏体不锈钢管的钨极氩弧焊工艺:18-8奥氏体不锈钢管的钨极氩弧焊适宜于厚度不超过8mm的板结构,适宜于厚度在3mm以下的薄板、直径在60mm以下的管子以及厚件的打底焊。
(四)18-8奥氏体不锈钢管的熔化极氩弧焊工艺:18-8奥氏体不锈钢管采用熔化极氩弧焊时,若使用纯作为保护气体会引起一系列困难,正确的焊接做法是采用氧化性混合气体作保护气体,即在纯中加入少量氧气或CO2气体。
钨极氩弧焊电弧的热功率低,所以焊接速度较慢,约为手弧焊速度的1/2~1/3。因此,焊接接头冷却过程中在危险温度区停留的时间长,耐腐蚀性能较差。焊接厚板时以射流过渡焊接,保护气体的质量分数为Ar98%+O22%。
由于射流过渡必须采用较高的电压和电流值,熔池流动性好,故只适于平焊和横焊;焊接薄板时以短路过渡焊接,保护气体的质量分数97.5%的Ar+2.5%的CO2。短路过渡时电压和电流值均较低,熔滴短路时会熄弧,熔池温度较低容易控制成形,因此适用于任意位置的焊接。


为了确定熔化结束时的压降,在一些炉子上使用了热传感器:同样,在不锈钢管厂的炉子上用于确定电极杆上再冷却板水温的测定,同样也可以使用电极杆移动传感器,而尤其是料斗重新再加料时,使用这些传感器可以提供冶炼的进展情况。
对电压降低时间的选择,以及对于废钢熔化有关的料斗再加料的时间的选择:都应该与熔化进度相适应。在福斯厂的炉子上使用各种传感器进行熔炼操作,它可以概括为:一一水冷板上温度升高导致压降;一一从电极杆移动时起,料斗再进行加料。
为了简单介绍电极传感器的优点和料斗再加料时的熔化情况:我就不再谈压降的问题了,因为这早已成为常规的事情了。2、2、电极位移传感器的优点:在熔化过程中:电极位移传感器使负荷有规律的变化。记录系统可记下任何一个息(图7)。
实际上,熔化开始时,废钢的电弧起振和塌料时电极移动的距离都比较大,在熔池上当起振电弧有规律时移动量减小:熔化结束,电极时(电极移动距离低子时的极限值)能确定以后的加料时间,并在熔化结束的低功率运行周期时节省能耗。
正如穿井掘进速度的变化一样,按废钢的数量,尤其按其比重,可探测废钢的塌料,这些主要应与调节电极升高或降低的尺寸成比例。由于有电极杆位移距离分析,用计算机建立了电极平衡的标准。2、3、预计再加料的状况表2概括出使用电极位移传感器时料斗再加料时炉子的操作情况。



您是想要在江苏省苏州市采购高质量的不锈钢管槽钢大量现货产品吗?国耀宏业钢铁(苏州市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的不锈钢管槽钢大量现货产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:刘国耀-【18762195566】,地址:《经济开发区国耀宏业钢铁》。